解析模具龙头注塑MES实践,瀚码助力【宝利根】数字化升级
宝利根2020年开始和瀚码团队进行注塑MES的实践。
宝利根于1987年在新加坡创立,自2000年后,公司相继在成都、上海、东莞、南通、遂宁、重庆等地建立了设计研发与生产制造基地,致力于为全球精密制造产
业链上的客户提供从精密模具到产品生产以及自动化技术的整体解决方案。
作为专业从事高精密模具制造、高精密电子零组件生产以及自动化与智能化设备开发的国际化企业,宝利根产品广泛应用于汽车与轨道交通、数据传输与存储、
智能制造与光电传感器、健康医疗与智能穿戴等领域,主要客户为 TE, Amphenol, Molex, Magna, Honeywell, Flex, Sensata等全球顶尖企业,客户群遍布于欧美、
日本、东南亚和中国。
据董事长席刚介绍,宝利根公司在过去十多年围绕着模具智能制造、产品生产环节以及整体经营管理层面已经进行了一系列的信息化建设与改造,例如利用 CAD 、
CAM 、模具设计的智能化模块以及模具制造先进系统,实现了模具的快速开发和制造;利用已开发的模具智能制造系统TMS与模具品质管理系统,解决了困扰已
久的模具生产排程问题,并实现了对模具制造过程的控制与无纸化的品质检验等工作;在原有的办公协同OA系统的基础上,部署了业财一体化的鼎捷ERP E10系统,
规范了流程,实现了企业的信息化运转。
随着业务的发展及订单的增长,宝利根对生产车间的订单执行及设备管理缺乏注塑MES管控,由此带来的生产车间管理及设备管理问题也越来越突出,需要开始部署注塑MES。
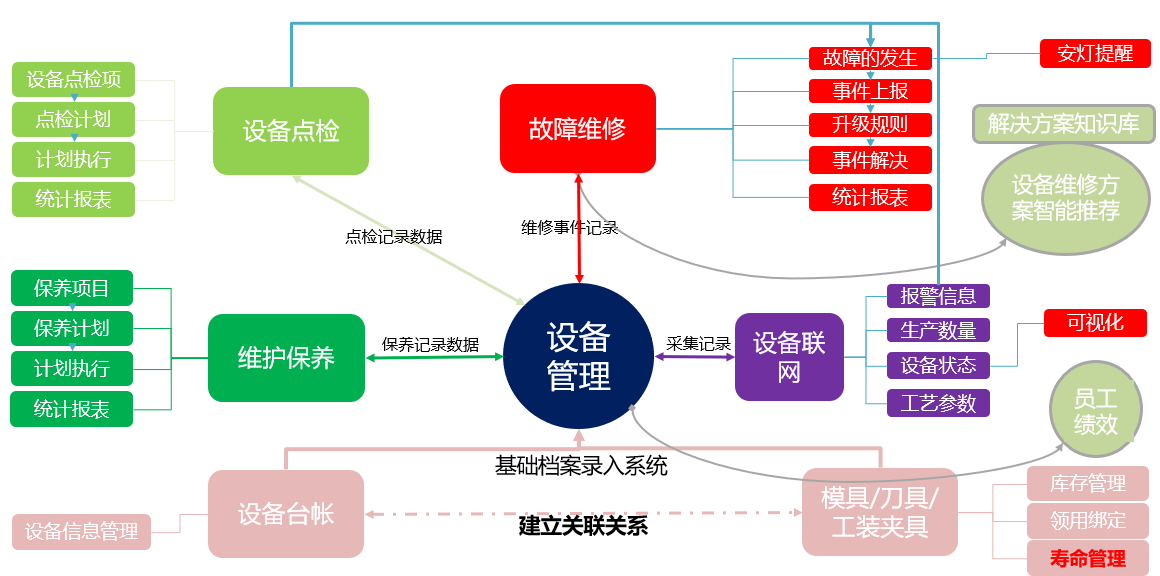
据宝利根副总经理林岗介绍,由于填写设备卡片、设备台帐、各种单据的工作人员较多,工作之间存在交叉且填写效率低下,设备数据相对滞后,导致设备的维护、
保养和管理十分困难;缺乏设备注塑MES管理系统,无法实现对设备运行状态、备品、备件等的数字化监控与追溯;缺乏注塑MES生产车间应用管理系统,难以对生产流程及各类生
产数据实现透明化管控,生产订单执行状态及物料状态等也难以实现实时跟踪;设备综合利用效率较低、综合成本又居高不下,面对瞬息万变的市场环境和竞争格局,
如果企业不寻求新的方向,很容易被湮没在历史的洪流之中。
在董事长席刚看来,“无论是向客户提供精密模具、精密零组件,还是完整的电子产品,一定要在原有的业财一体化平台、智能物流系统、生产自动化系统的基础上,
把生产设备和辅助设备全部进行互联,注塑MES实现对生产过程及订单执行过程中的信息化、数字化及透明化管控,才能做到生产订单按照计划与承诺按期交付给客户”。
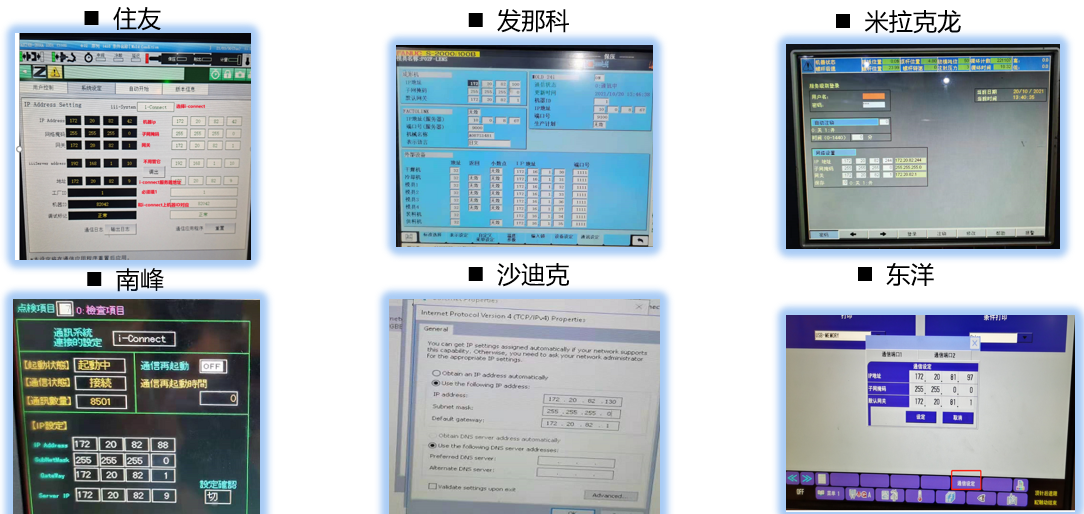
基于宝利根注塑MES需求,从2020年7月开始,宝利根成都公司与苏州瀚川智能科技股份有限公司旗下工业互联团队(瀚码技术)在成都共同签约并启动了“生产中心在项目实施上,瀚码技术联合宝利根成都公司IT团队,围绕着实际需求进行了深入的调研和分析,系统性地梳理了工艺流程与业务流程,聚焦项目顶层设计等开展了大量工作,并立足于解决实际问题,提升生产智能化与精益化水平,为宝利根定制了一套包括精密注塑、精密冲压以及产品组装自动化生产线的数据采集互联互通、车间全程 注塑MES一站式的解决方案,在物联网的基础上实现制造运营管理,同时增加了机台客户端定制功能。其中,数据采集与管理系统采用的是瀚码技术的OPENLINK®工业互联网平台,这一平台负责采集宝利根生产中心的注塑与冲压设备、辅机、辅机联动系统的数据,设备从联网、数据采集、数据清洗、边缘计算、数据转发到反向控制的功能,快速将工厂设备接入上层信息化系统。内置的边缘计算处理引擎,给宝利根提供了强大的边注塑MES的数据开发、资产管理和数据服务功能又为宝利根的车间级看板配置工具提供了支撑,轻松直连车间实时数据,并聚合其它系统中的数据,为管理者提供统一的数据处理平台和视图界面。实现车间生产数据可视化监控,并通过系统方式积累企业知识库,利于宝利根的知识沉淀和传承。瀚码技术团队基于宝利根的现状,注塑MES还定制开发了机台客户端功能,用于打通宝利根的车间生产管理各流程,实现生产流程管控的标准化及规范化,同时将生产过程中使用在双方团队的共同努力下,注塑MES项目已成功结案。通过注塑MES项目的实施,瀚码技术团队务实、高效的工作态度,给宝利根留下了深刻印象,而瀚码技术所提供的注塑MES解决方案也为宝利根成都公司生产中心整体运营管理水平的提升,带来了一系列显著效果:● 科学决策管理水平提升:通过生产制造流程标准化和设备管理数字化,为宝利根成都公司的制造运营决策和管理决策提供了有效的数据支撑。● 产品良率提升、原料浪费减少:通过部署辅机联动自动控制系统,实现注塑机主机与辅机联动(注塑机、模温机、除湿干燥机),降低了原料损耗。● 订单及时交付率提升:通过打通 ERP、生产执行系统、设备,实现 ERP 计划、车间计划、机台、人员的作业流程化,实时掌握订单生产状态,提升订单及时交付率。● IT 集成化程度提升:通过生产协同制造中心打通各业务系统,实现各系统的快捷登录,组织架构数据协同。● 生产过程品质管理水平提升:通过生产过程标准化管控,生产计划工单在线管理,生产过程追溯信息实时查看,实现机台生产状态、生产工艺参数、产品良品率等实时● 设备管理效率提升:通过部署边缘计算网关进行数据采集,架设设备运维系统实时监控设备运行状态,实时获取设备异常信息,提高了设备运维、保 养、点检效率,从而在实现生产中心的设备互联与车间数字化管理后,瀚码技术与宝利根还在继续开发更多注塑MES地场景。根据宝利根的智能制造路径规划,工厂首先要实现生产制造的自动化与柔性化,然后通过各类信息化系统的建设,实现产品从订单下发到研发设计、生产制造再到交付等流程的全生命周期数字化管理,同时注塑MES通过打破各业务系统间的信息孤岛,实现各系统间数据互联互通与数据价值的挖掘与利用,进而为经营管理与生产管理等的决策提供支撑,实未来,瀚码技术将助力宝利根围绕着生产柔性化、物流自动化、各系统间数据价值的挖掘与利用等方面进行持续改善与进阶,打造注塑MES数字化工厂标杆企业!